
Оборудование для пайки оплавлением
2025-09-26 06:18:32
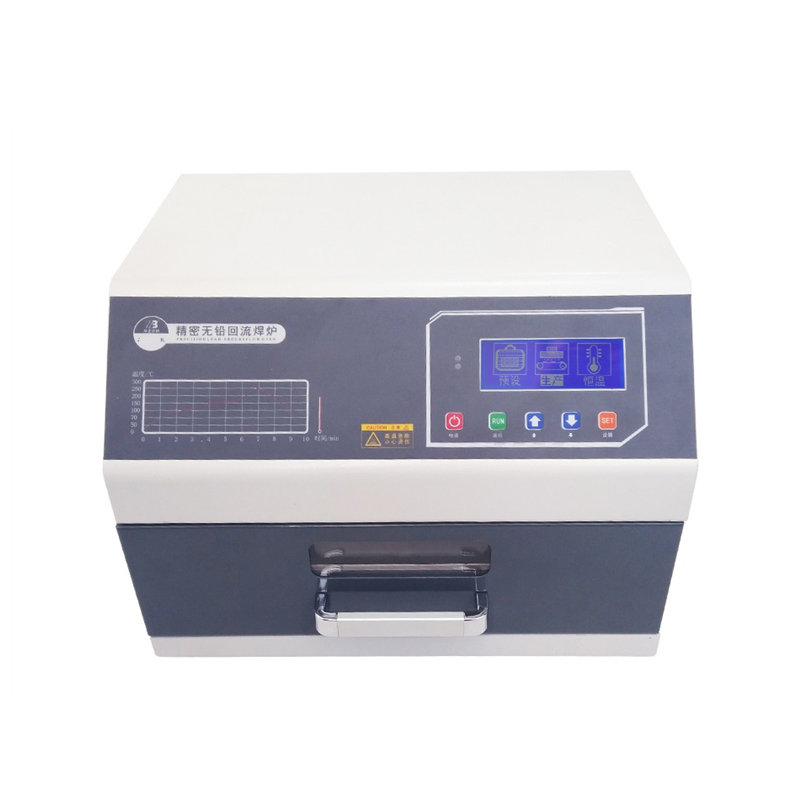
Оборудование для пайки оплавлением — это специализированные устройства, используемые для пайки компонентов поверхностного монтажа (SMT) на печатные платы (PCB). Принцип его работы заключается в нагревании для плавления паяльной пасты, что позволяет соединять компоненты с печатной платой и формировать стабильные электрические и механические соединения. Как правило, оборудование включает в себя нагревательный контур, способный нагревать азот до достаточно высоких температур, прежде чем направлять его на печатную плату с установленными компонентами. Это плавит припой под и над компонентами, соединяя их с подложкой. Внутренние конфигурации и методы нагрева варьируются, включая переплавку на горячей плите, переплавку с помощью конвейерной ленты, переплавку с помощью инфракрасного излучения и системы переплавки с помощью инфракрасного нагреваемого воздуха.
Определение и основные функции машин для пайки переплавкой
Машины для пайки переплавлением — это сварочное оборудование, используемое в производстве электроники. Они в основном обеспечивают механические и электрические соединения между выводами или проводами поверхностно-монтируемых устройств (SMD) и контактными площадками печатных плат путем переплавления предварительно нанесенного пастообразного мягкого припоя (например, паяльной пасты), распределенного по контактным площадкам платы. Их основная функция — обеспечить эффективные и точные решения для сварки в технологии поверхностного монтажа (SMT), широко используемой в массовом производстве печатных плат.

Принцип работы машин для пайки переплавлением
Процесс пайки переплавлением основан на теплопередаче и переплавке припоя:
Этап предварительного нагрева: постепенное повышение температуры для испарения растворителей из паяльной пасты, предотвращающее повреждение компонентов от внезапного теплового удара;
Фаза поддержания температуры: поддержание температуры для полной активации флюса в паяльной пасте, очистки контактных площадок и поверхностей компонентов;
Фаза оплавления: достижение температуры плавления паяльной пасты (например, примерно 217 °C для бессвинцового припоя), что приводит к ее плавлению и смачиванию контактных площадок и выводов;
Фаза охлаждения: быстрое понижение температуры для затвердевания припоя с образованием прочного паяного соединения.

Характеристики процесса пайки оплавлением
Высокоточный контроль температуры: обычно используются многозонные конструкции (например, восемь или десять зон) с независимым регулированием температуры в каждой зоне, чтобы обеспечить соответствие профиля пайки технологическим требованиям;
Совместимость с бессвинцовыми материалами: поддержка процессов бессвинцовой пайки, требующих более высокой точности контроля температуры и защиты азотом;
Интеграция с системами автоматизации: беспроблемное взаимодействие с производственными линиями SMT (например, машинами для установки компонентов, принтерами) для обеспечения массового производства.
Области применения и технологические достижения машин для пайки оплавлением
Основные области применения
Потребительская электроника: сборка печатных плат для мобильных телефонов, компьютеров и интеллектуальных носимых устройств;
Автомобильная электроника: сборка прецизионных компонентов для автомобильных навигационных систем и датчиков;
Медицинское оборудование: пайка печатных плат для высокоточного медицинского оборудования;
Коммуникационное оборудование: производство коммуникационных модулей для базовых станций и маршрутизаторов.

Тенденции технологического развития
Интеллектуальные обновления: внедрение алгоритмов искусственного интеллекта для оптимизации температурных профилей, что позволяет осуществлять мониторинг качества в режиме реального времени и снижать количество дефектов;
Энергоэффективность и защита окружающей среды: внедрение высокоэффективных систем нагрева (например, гибридного нагрева с использованием инфракрасного излучения и горячего воздуха) и технологий утилизации отработанного тепла для снижения энергопотребления;
Структурные инновации: примером может служить интегрированная конструкция конденсатора Flextronics, которая минимизирует время технического обслуживания и продлевает срок службы оборудования;
Миниатюризация и индивидуализация: внедрение настольных печей для пайки при низкой температуре для мелкосерийного производства, а также настраиваемых конфигураций, таких как двухдорожечный и многозонный нагрев.
Критерии выбора и основные параметры печей для пайки
Ключевые факторы выбора
Количество температурных зон: выбирайте в зависимости от сложности пайки (например, 6-8 зон для простых схем, 10-12 зон для высокоточных требований)
Метод нагрева: инфракрасный нагрев (высокая эффективность), нагрев горячим воздухом (превосходная равномерность) или гибридный нагрев;
Производственная мощность: однопутная/двухпутная конструкция, диапазон регулировки скорости конвейерной ленты;
Основные технические параметры
Диапазон температур: обычно от температуры окружающей среды до 300 °C; для бессвинцовых процессов требуется поддержка ≥250 °C.
Точность регулирования температуры: ±1 °C (обеспечивает стабильность паяных соединений).
Грузоподъемность конвейера: выбирается в зависимости от размеров печатной платы (например, ≤5 кг для компактных устройств, ≥15 кг для крупномасштабных систем).
Расход азота: для бескислородной пайки содержание кислорода должно контролироваться на уровне ≤100 ppm.
Расход азота: для бескислородной пайки содержание кислорода должно контролироваться на уровне ≤100 ppm.